玻璃钢箱和不锈钢水箱都是一种新型的水箱,其具有耐腐蚀、高强度、质轻、外光好看等优点,并且其生产设备都是采用液压机,配合模具一次压制成型。山东沃达重工设计了一款玻璃钢水箱板液压机,配套模具采用整体模压工艺,实现玻璃钢水箱板的一次压制成型。公司可以根据玻璃钢水箱板规格,可定做315吨、400吨、500吨、630吨、800吨等不同吨位的液压机设备。这种设备需要在0℃~40℃的环境中使用,适度区间在40%~95%,采用380V三相四线制电压,电压波动为380V±10%50HZ。

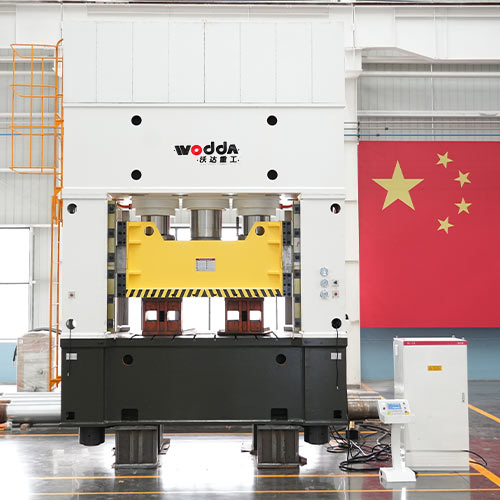
800吨四柱液压机
本文介绍的800吨玻璃钢水箱板液压机是一台800吨四柱液压机,主要用于SMC玻璃钢水箱板模压成型工艺,公称压力为8000KN,额定压力为25MPA,采用三梁四柱结构,机身由上横梁、滑梁和工作台通过立柱和螺母组合成一个闭式结构。油缸带动滑块沿立柱上下运动,实现对工件的加压和成型。工作台下面一般布置有一个下顶缸,用于辅助成型和脱模。此外,800吨四柱液压机设备还配备有完善的电气和液压系统,以确保设备的稳定运行和精确控制。
800吨玻璃钢水箱板液压机车间试模:

800吨玻璃钢水箱板液压机

玻璃钢水箱板模具

玻璃钢水箱板模压成型

玻璃钢水箱板
玻璃钢水箱板热压成型工艺
将一定量的SMC片材放入一对玻璃钢水箱板模具中,在一定的温度和压力下,使SMC片材在模腔内受热塑化,受压流动并充满模腔成型周化而成型。模压成型工艺在成型过程中需要加热和加压,使得模塑料塑化产生流动充满模腔,并使玻璃钢发生固化反应。
原料准备:采用SMC片材,裁剪成所需尺寸;
模具预热:模具升温至120-160℃;
铺料:将SMC片材叠合均匀铺放在模具中;
压制成型:液压机高温高压下一次模压成型(压力15-30MPa,温度120-160℃);
保压固化:保持压力使树脂充分固化;
脱模修整:冷却后开模,去除毛边,打磨抛光。
结构与配置
机身结构:以三梁四柱式为主(部分大型机用框架式),全钢板焊接,经回火/振动时效消除内应力,刚性强、精度保持久;四柱导向精度高,抗偏载;工作台带T型槽,便于快速换模;
液压系统:插装阀集成系统,流量大、内泄小、寿命长;配置伺服控制,压力、速度可调;具备保压延时(满足smc充分固化),可实现快速下行→分段压紧放气→工进加压→保压→慢速开模→快速回程→顶出脱模全流程;
温控系统:采用模温机加热,精准控制成型温度(通常 140–160℃),保证板材固化均匀;
电气控制:PLC + 触摸屏,定程 / 定压双模式,自动化程度高。
核心优势
一次热压成型:效率高,板材表面光滑、无毛刺、厚度均匀,强度远优于手糊工艺;
压力 / 温度 / 时间精准可控:保压功能有效补偿固化收缩,尺寸稳定性好;
可定制性强:吨位、台面、行程、温控点数、自动化程度均可按需定制;
节能耐用:伺服系统比传统定量泵节能;新型密封件,故障率低。