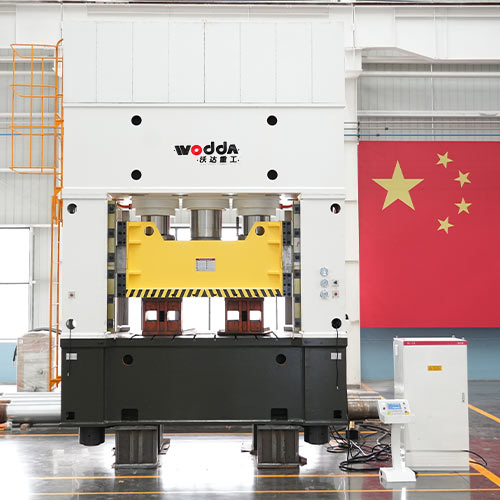
石英石水槽液压机是用于石英石水槽成型的专用设备,将石英石颗粒与树脂混合料在高温高压下一次压制成型。通常采用三梁四柱结构,配备加热装置和数控系统,可实现高效、精准的一次热压成型。常见吨位包括315吨、400吨、500吨、630吨、800吨、1200吨、1500吨等,选型需根据水槽尺寸、厚度及材质特性确定。小型水槽:315吨或400吨液压机即可满足需求。大型双槽水槽:需选用800吨或更高吨位设备。
工作原理
将石英石原料(93%天然石英砂+树脂+固化剂+色浆等)经搅拌后灌入加热模具,通过液压机施加高压(通常25MPa系统压力)并保压15-20分钟,使树脂固化定型,一次成型为成品水槽。

石英石水槽液压机现场

石英石水槽液压机试机

石英石水槽

石英石水槽
设备结构与功能特点
1.结构形式
石英石水槽液压机以三梁四柱式为主,由上梁、滑块、工作台、立柱等部件组成,具有高刚性、高精度和结构紧凑的特点。机身采用钢板焊接,经计算机优化设计,确保强度、刚性和防变形性满足标准要求。
2.加热与温控系统
设备配备加热装置,通过模温机将模具加热至160℃左右,实现石英石颗粒与树脂混合料的快速固化。部分机型还集成抽真空系统,减少成型过程中的气泡,提升产品致密度。
3.数控与自动化
采用PLC数控系统,支持一键操作,可实现点动、半自动、全自动模式切换。工艺参数(如压力、行程、保压时间)可根据需求调整,并具备保压延时功能,确保成型质量稳定。
4.安全与保护装置
配备油缸下腔支撑回路、互锁回路、超载保护阀等安全装置,防止滑块失控下滑或超压工作,保障操作安全。
生产工艺流程
配料搅拌:按比例将石英砂、树脂、固化剂等投入分散机与捏合机充分混合;
称料:按产品部件(面板、腿子、隔板)标准重量称重;
上料:将称好的料均匀投入模具成型腔;
热压成型:
液压机带动上模下行压制;
达到设定压力后保压(通常15-20分钟);
油温机持续给模具加热(约160℃);
脱模取件:保压结束后自动开模,顶出装置将产品顶出;
后处理:人工去除毛边、打磨抛光。
配套设备清单
除石英石水槽液压机外,完整生产线还需:
分散机:用于原料初步分散;
捏合机:将石英砂与树脂充分混合均匀;
油温机/模温机:给模具加热(必需设备,确保树脂固化);
模具:按水槽款式定制(单槽、双槽、带沥水板等);
修边机/打磨机:成品后处理。